
不锈钢螺柱焊工艺方法的选择
2017-5-12 9:20:26 点击:
ISO 4063 按照操作过程的不同, 将不锈钢螺柱焊分为电容放电尖端引燃螺柱焊和拉弧式螺柱焊两大类。在电容放电尖端引燃螺柱焊中又依据电弧引燃时螺柱放电尖端与工件的间隙情况分为直接接触式和有引燃间隙式两种方法; 拉弧螺柱焊则包含用陶瓷环或气体保护拉弧螺柱焊、短周期拉弧螺柱焊和电容放电拉弧螺柱焊三种工艺。
这些工艺方法在实际工作中怎么选择呢?
电容放电尖端引燃螺柱焊和拉弧式螺柱焊特点各异, ****应用范围也有不同。在具体应用中选择焊接方法的依据是: ①被焊工件厚度; ②材质; ③紧固件的尺寸。
1) 直径大于8mm 的螺柱一般是受力接头, 适合采用陶瓷环或气体保护拉弧焊工艺。虽然陶瓷环或气体保护拉弧焊工艺可以焊接直径3 ~ 25mm 的螺柱,但是8mm 以下的螺柱更适合采用电容放电尖端引燃螺柱焊、电容放电拉弧焊或短周期拉弧焊。
2) 对于w(C)≤0~ 18% 的结构钢、镍铬钢材料的螺柱焊接, 可以选用任一工艺。但是对于铝及铝合金、铜及铜合金、涂层薄钢板和异种金属材料的螺柱焊最好采用电容放电尖端引燃螺柱焊或电容拉弧螺柱焊。
3) 不同螺柱焊工艺可达到的工件厚度δ 和螺柱直径d 的比例不同, 对于板厚3mm 以下的工件最好采用电容尖端放电螺柱焊、电容放电拉弧焊或短周期拉弧焊。
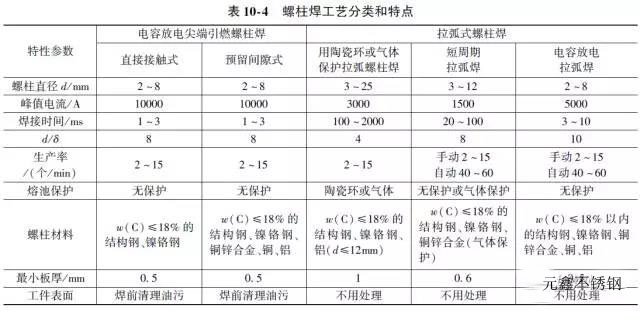
表10⁃4 给出了各种螺柱焊工艺的特点和应用范围, 在工艺方法的选择中可以参考。
- 上一篇:“金砖之父”:中国经济没有危机迹象,市场担忧过头了 2017/5/12
- 下一篇:6月2日废不锈钢行情早间导读 2012/5/23